
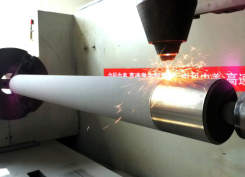
高速激光熔覆應(yīng)用于液壓支架立柱修復(fù)再制造
液壓支架立柱是煤礦機(jī)械關(guān)鍵設(shè)備,長(zhǎng)期在酸、堿性腐蝕介質(zhì)中工作,立柱表面承受著腐蝕、磨損和沖擊。前些年立柱再制造修復(fù)技術(shù)多采用電鍍工藝,但是修復(fù)后的立柱使用壽命較短、可修復(fù)次數(shù)少、且有環(huán)境污染問(wèn)題。下面介紹采用高速激光熔覆工藝替代原有的電鍍進(jìn)行立柱修復(fù)。
一 、高速激光熔覆技術(shù)原理
超高速激光熔覆即通過(guò)改變激光與粉末的作用過(guò)程,在熔池之上將粉末熔融或者半熔融,同時(shí)也將基體熔化,并和基體快速凝固,形成冶金結(jié)合的表面涂層。
二、高速激光熔覆和傳統(tǒng)激光熔覆的技術(shù)比較
相較傳統(tǒng)激光熔覆工藝,高速激光熔覆具有以下5點(diǎn)優(yōu)勢(shì)。

高速激光熔覆
普通激光熔覆
(1)同功率條件下,高速激光熔覆單位時(shí)間的熔覆面積是傳統(tǒng)激光熔覆的3到4倍;
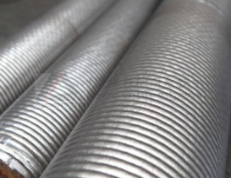
(2)高速熔覆表面精細(xì)平整,熔覆厚度為0.1-1.2mm可選,表面光潔度高;
(3)熔覆層與基體為冶金結(jié)合,結(jié)合力遠(yuǎn)優(yōu)于噴涂、電鍍等傳統(tǒng)工藝;
(4)高速激光熔覆后,工件表面僅需要簡(jiǎn)單的磨拋即可出鏡片,無(wú)需車(chē)削,后續(xù)工序簡(jiǎn)單,且節(jié)約金屬粉。以液壓支柱為例,中科中美ZKZM-6000W高速熔覆設(shè)備熔覆單邊厚度0.6mm,之后拋磨去除0.2mm即可。
(5)高速激光熔覆熱輸出小,還適宜加工一些小、薄壁工件以及一些導(dǎo)熱性較好的有色金屬。
三、高速激光熔覆修復(fù)液壓支架立柱流程

高速激光熔覆金屬粉選用鐵基合金粉末進(jìn)行支柱液壓支柱表面熔覆。以市場(chǎng)占有率最多的中科中美-6000W高速激光熔覆設(shè)備為例,熔覆加工時(shí)稀釋率小于3%,較薄的熔覆層厚度(0.6mm)就可以滿足要求,粉末利用率高(同軸送粉粉末利用率70%,中心送粉粉末利用率90%)。熔覆后采用掃描電鏡、硬度計(jì)、磨損實(shí)驗(yàn)機(jī)、鹽霧試驗(yàn)機(jī)對(duì)熔覆層性能進(jìn)行分析研究。結(jié)果表明:熔覆后簡(jiǎn)單拋磨,熔覆層表面粗糙度約為Ra10um、表層硬度大于HRC55,耐磨性比基體材料有很大提高。熔覆層與基體間為冶金結(jié)合,剪切強(qiáng)度>500Mpa,熔覆層有很高的顯微硬度和較強(qiáng)的耐腐蝕性能,因此立柱使用壽命得到大幅度提升。與傳統(tǒng)的電鍍工藝對(duì)比,中科中美高速激光設(shè)備熔覆立柱和電鍍修復(fù)立柱在同一煤礦同一工作條件下,通過(guò)15個(gè)月的下井使用,經(jīng)高速激光熔覆技術(shù)再制造的報(bào)廢液壓支架立柱在井下實(shí)際使用壽命都超過(guò)了傳統(tǒng)的表面鍍鉻的新液壓支架立柱。這一事實(shí)表明,高速激光熔覆是液壓支架應(yīng)用方面的優(yōu)勢(shì)選擇,相較傳統(tǒng)金屬表面處理工藝技術(shù)優(yōu)勢(shì)比較明顯,有很好的應(yīng)用前景。